19,975 意见 2025-05-11 22:08:45
铝合金铸造是现代制造的基石, 使复杂的生产能够产生, 轻的, 以及众多行业的耐用组件.
从汽车中的发动机块到智能手机的光滑套管, 铝合金铸件起着关键作用.
该全面的指南深入研究了铝合金铸造的复杂性, 探索其定义, 铝合金的特性, 各种铸造过程, 后处理技术, 质量控制措施, 和关键选择标准.
我们的目标是为您提供对这项至关重要的制造技术的深刻了解.
1. 铝合金铸造的概述
完全欣赏铝合金铸造, 我们首先需要了解铸造的基本概念和铝合金的独特特性.

铝合金铸造的概述
1.1 铸造的定义和意义
铸造是一个制造过程,液体材料, 通常是熔融金属, 倒入装有所需形状的空心腔的模具中.
然后,液体材料冷却并在该模具中固化.
一旦固化, 部分, 被称为铸造或演员, 被弹出或从模具中拆除以完成过程.
一些铸件需要随后的完成操作,例如加工或表面处理.
1.2 铝合金的分类和性能特征
铝 (铝) 以其纯净的形式柔软,强度有限.
然而, 通过将其与其他元素(例如硅)合金 (和), 铜 (铜), 镁 (镁), 锌 (锌), 和锰 (锰), 它的机械性能可以显着增强, 使其适合大量工程应用.
铸造铝合金的分类:
铝铸件通常根据其主要合金元素进行分类.
常见系列包括:
我 - (例如, A356, 空客380, ADC12):
这是铸造最广泛的组. 硅可提高流动性, 减少收缩, 并增强可铸性.
他们提供良好的力量, 耐腐蚀性能, 和耐磨性.
al-cu合金 (例如, 2xx.x系列类似 201.0):
铜显着提高强度和硬度, 尤其是热处理后.
然而, 它可以降低耐腐蚀性和可铸性.
al-mg合金 (例如, 5xx.x系列类似 518.0):
镁具有极好的耐腐蚀性 (尤其是在海洋环境中), 良好的机械加工性, 和明亮的表面饰面.
由于氧化,他们可能会具有挑战性.
Al-Si-mg合金 (例如, 3xx.x系列, 许多A356/A357落在这里):
这些合金结合了硅用镁的可铸性的好处,可通过热处理进行强度.
al-Zn-mg合金 (例如, 7xx.x系列):
以高力量和自我传导特征而闻名, 但是,如果处理得不正确,可能会易于应力腐蚀破裂.
铝合金的性能特征:
- 轻的: 铝密度大约 2.7 克/立方厘米, 大约三分之一的钢或铜.
- 高强度重量比: 当合金时, 铝可以达到令人印象深刻的力量水平, 它是强度和低重量都至关重要的应用的理想 (例如, 航天, 汽车).
- 优异的耐腐蚀性: 铝自然形成薄, 顽强, 和保护性氧化物层 (铝2O₃) 在表面, 防止在许多环境中进一步的氧化和腐蚀.
- 高热电导率: 铝是热量和电力的出色指挥, 仅被铜和银色超过. 这使其适合散热器, 电导体, 和炊具.
- 良好的延展性和延展性: 铝很容易形成, 绘制, 并挤压.
- 无毒和可回收: 铝是无毒的,并且 100% 可回收而不会损失质量, 使其成为环保的材料.
- 良好的铸造性: 许多铝合金在其熔融状态表现出极好的流动性, 让他们填充复杂的霉菌腔.
1.3 铝合金铸造的重要性
铝的理想特性和铸造过程的多功能性的结合使铝合金铸造在现代工业中必不可少.
它的重要性源于:
- 减轻体重: 运输至关重要 (汽车, 航天, 轨) 提高燃油效率和性能.
- 设计灵活性: 使工程师能够设计复杂, 集成零件, 减少组装操作和零件计数.
- 成本效益: 用于大批量生产, 尽管初始工具投资高,但诸如Die Casting之类的流程可提供低于每一部分的成本. 砂铸造可为较小量或非常大的零件提供较低的工具成本.
- 性能提高: 调整合金组成和铸造过程可为特定应用提供优化的机械性能和性能特性.
- 快速原型制作和生产: 某些铸造方法, 结合现代工具技术, 可以促进快速周转时间.
对铝铸件的需求不断增长, 受电气趋势的驱动, 轻巧, 和可持续制造.
2. 常见铝合金铸造过程简介
用于铝合金的各种铸造过程, 每个都有其独特的过程集, 优点, 和限制.
过程的选择在很大程度上取决于诸如部分复杂性之类的因素, 所需的生产量, 尺寸精度, 表面光洁度, 和机械性能.
2.1 铝合金沙铸件
砂模铸造 是最古老,最通用的铸造方法之一.
它涉及使用由沙子混合制成的模具, 活页夹 (像粘土或化学粘合剂), 和水.

铝合金沙铸件
过程流:
- 打版: 一个图案, 最后一部分的复制品 (略微过大,以解释收缩), 创建, 通常来自木头, 金属, 或塑料. 如果需要内部空腔,则制作核心盒.
- 模具制造 (成型): 沙子混合物在模制盒中的图案周围包装 (烧瓶). 然后将图案移除, 留在沙滩上. 如果需要芯, 它们被放入腔.
- 熔化和浇注: 选定的铝合金在炉子中融化并处理过 (脱气, 精制) 为了达到所需的质量. 然后将熔融金属倒入霉菌腔.
- 固化和冷却: 熔融铝冷却并固化在砂模中.
- 摇晃和清洁: 一旦冷却, 砂模被破裂 (摇晃) 取回铸件. 大门, 跑步者, 和立管 (金属喂养系统的一部分) 被删除. 然后清洁铸件 (例如, 射击) 去除任何粘附的沙子和尺度.
过程本质:
将熔融铝倒入砂模中产生的空腔中, 然后在凝固后破裂.
主要特点:
多种零件大小的高度用途 (包括很大) 和复杂的几何形状.
由于廉价的工具,它对于中小型生产量具有成本效益.
然而, 它通常会产生适度的尺寸精度和相对粗糙的表面饰面, 通常需要次要加工.
2.2 铸造铝合金
铸造是一种高压金属铸造过程,熔融铝合金被迫进入硬化钢模具 (死) 在高压下(高压压铸).

铸造铝合金
它被广泛用于大规模生产复合物, 高精度零件.
过程流:
- 死亡准备: 钢铁, 由至少两半组成 (空腔和核心), 被清洁和润滑.
- 夹紧: 两半由模具铸造机牢固地夹在一起.
- 注射: 熔融铝合金在高速和压力下注入模具腔.
- 凝固: 金属在水冷模具中的压力下迅速固化.
- 弹射: 死亡打开, 然后喷出器销将铸件从模具中推出.
- 修剪: 多余材料 (闪光, 跑步者, 大门) 从铸件中修剪.
特征:
优点:
- 高生产率: 非常快的周期时间, 适合批量生产.
- 出色的维度精度: 生产具有严格公差的零件.
- 光滑的表面光洁度: 通常需要最少或不需要次级完成.
- 复杂的薄壁零件: 能够用薄壁产生复杂的形状.
- 良好的机械性能: 快速冷却导致细粒度的微观结构.
缺点:
- 高工具成本: 模具的设计和制造很昂贵.
- 限于大批量生产: 高工具成本使小批量的经济不经济.
- 合金限制: 主要适用于特定的压铸铝合金 (例如, 空客380, ADC12).
- 孔隙率: 夹住的空气会导致内部孔隙率, 这可能会限制一些需要高完整性的热处理选择或应用.
- 零件尺寸限制: 通常仅限于中小型零件.
2.3 熔模铸造 (损失的蜡过程)
熔模铸造, 也称为损失的蜡过程, 创建复杂且高度准确的金属零件.
它使用蜡或塑料制成的消耗图案, 这是在陶瓷外壳中“投资”的.

熔模铸造
过程流:
- 图案创建: 产生所需部分的蜡或塑性图案, 通常是通过注射成型金属模具.
- 图案组件 (树): 多种蜡图案附在中央蜡泉和跑步者系统上, 形成一个“树”。
- 贝壳大厦 (投资): 蜡树反复浸入陶瓷泥浆中,然后涂上细陶瓷沙子 (灰泥). 重复此过程以建立一个厚, 蜡组件周围的强大陶瓷外壳.
- 脱蜡 (拆除图案): 陶瓷外壳在高压釜或炉中加热, 导致蜡融化并排出, 离开空心腔.
- 炮弹射击 (预热): 空壳在高温下发射以除去任何残留的蜡, 治愈陶瓷, 并预热铸造的模具.
- 浇注: 将熔融铝合金倒入预热的陶瓷壳中. 重力, 压力, 或真空援助可以使用.
- 固化和冷却: 金属在外壳内固化.
- 壳去除 (淘汰/剥离): 陶瓷外壳被拆除 (例如, 通过振动, 锤击, 或化学溶解) 揭示铸造金属零件.
- 截止和完成: 单个铸件是从树上切下的. 盖茨和立管被拆除, 并且零件根据需要清洁和完成.
主要特点:
擅长生产具有特殊复杂性的零件, 尺寸的准确性很高, 和出色的表面饰面.
它适合各种铝合金,通常是为关键组成部分选择的,在这些关键组件中,复杂性和精度通常证明其较高的成本和较长的交货时间是合理的.
2.4 重力铸造 (永久模铸造)
重力铸造, 通常称为永久模具铸造, 使用通常由钢或铸铁制成的可重复使用的模具.
在重力的力下将熔融金属倒入霉菌腔中.

重力铸造
过程流:
- 模具准备: 永久性模具被预热至最佳温度,并用难治性洗涤涂层. 这种涂层保护模具, 控制冷却速率, 并有助于发行.
- 核心设置 (如果适用): 如果零件需要内部空腔, 将沙子或可重复使用的金属芯放入模具中.
- 浇注: 通过门控系统将熔融铝合金小心地倒入模具中. 填充仅由重力驱动.
- 凝固: 金属在模具中固化. 金属模具的热导率更高,比砂铸造更快地冷却.
- 投射弹射: 一旦固化, 一半打开, 并驱逐或去除铸件.
- 修剪和完成: 大门, 跑步者, 和立管被删除, 铸件被清洁.
主要特点:
提供更好的维度准确性, 表面表面光滑, 并改善了机械性能 (由于冷却速度更快和较密集的结构) 与砂型铸造相比.
虽然工具成本高于铸造, 它对于中等至产量的量很经济,并且生产非常适合热处理的铸件.
变化是 倾斜重力铸造, 在倒入过程中倾斜模具以使其更光滑, 不动的金属流动, 降低孔隙度并提高铸造质量.
2.5 半固金属 (SSM) 铸件
半固金属 (SSM) 铸件, 也称为触变或晶状体, 是一个先进的铸造过程,它以半固体状态形成合金(液体基质内的固体球形颗粒的浆液),而不是完全熔融.

铝合金半固体金属铸造
过程流:
- 浆料准备:
- rheocasting: 熔融合金经过特殊处理 (例如, 通过搅拌, 冷却斜率, 或电磁搅动) 在凝固过程中形成非树枝, 半固态的球状微观结构.
- thixocasting: 具有非树枝微观结构的预铸造的坯料被重新加热到半固体范围.
- 注射/形成: 半固体浆液被注入模具 (类似于铸造) 或在高压下锻造.
- 凝固: 材料在模具中迅速固化.
- 弹射: 该零件从模具中弹出.
特征:
优点:
- 减少孔隙率: 粘性, 半固体流量更层流, 减少气体夹带.
- 优秀的机械性能: 美好的, 均匀的微观结构会导致高强度和延展性.
- 高维精度和表面饰面: 与铸造相当或更好.
- 更长的生活: 较低的加工温度和侵略性降低的流量减少了磨损.
- 净形能力: 生产最小加工的复杂零件.
- 热处理: 较低的孔隙度使这些铸件非常适合热处理.
缺点:
- 更高的过程复杂性: 需要专门的设备以及对温度和浆料准备的精确控制.
- 更高的材料和处理成本: 比传统的铸造更昂贵.
- 合金限制: 并非所有合金都适合SSM处理.
- 专业的专业知识: 需要大量的技术专业知识.
SSM铸造通常是为了高性能的, 汽车和其他苛刻行业的安全至关重要组件.
3. 铝铸件的后处理和热处理
铝合金部分后,铸造, 它经常经历几个后处理步骤以实现最终所需的属性, 方面, 和表面特征.
3.1 热处理过程
热处理是许多铝合金的关键铸造后操作, 显着改变其微观结构以增强强度等机械性能, 硬度, 和延性.
特定的热处理取决于合金组成和所需的最终特性.

铝合金零件的热处理
常见的脾气称呼 (根据铝协会) 表示治疗的类型:
f - 伪造:
没有对热条件或应变硬化的特定控制.
o - 退火:
加热至特定的温度,然后缓慢冷却以达到最柔软的, 大多数延性状态, 通常以减轻压力或改善随后的操作.
T - 经过热处理以产生稳定的脾气 (除了f, 氧, H):
这是铸件最常见的类别,涉及溶液热处理, 淬火, 和老化.
- 固溶热处理: 将铸件加热到高温 (在实体下方) 将可溶性合金元素溶解到实心溶液中.
- 淬火: 快速冷却铸件 (例如, 在水中, 聚合物, 或空气) 将溶解元件保留在过饱和的固体中.
- 老化 (沉淀硬化):
- 自然衰老 (例如, T4脾气): 允许淬灭的材料在室温下衰老, 导致细节形成并增加强度.
- 人工老化 (例如, T6, T7脾气): 将淬灭的材料重新加热到适度升高的温度,以加速和控制硬化阶段的降水. T6通常旨在达到峰值强度, T7涉及过度衰老以改善应力腐蚀性和尺寸稳定性, 有时以峰值强度略有费用.
- 常见的铸造脾气:
- T5 (从升高的温度成型过程中冷却,然后人工老化): 经常应用于模具中足够快速冷却以允许直接人工衰老而无需单独的溶液热处理的铸件或永久模具铸件.
- T6 (溶液加热,然后人为老化): 提供了强度和延展性的良好结合. 广泛用于A356和类似合金.
- T7 (溶液热处理,然后过度稳定): 当尺寸稳定性或改善应力腐蚀开裂电阻时使用至关重要.
适当控制熔炉温度, 浸泡时间, 淬火率, 老化参数对于实现所需的机械性能至关重要.
3.2 加工
尽管许多铸造过程旨在近网形零件, 通常需要加工来实现紧密的尺寸公差, 特定的表面饰面, 或不能容易施放的功能 (例如, 螺纹孔, 精确的交配表面).
铝合金通常因其柔软性和良好的导热率而以其良好的可加工性而闻名 (这有助于从切割区散发热量).
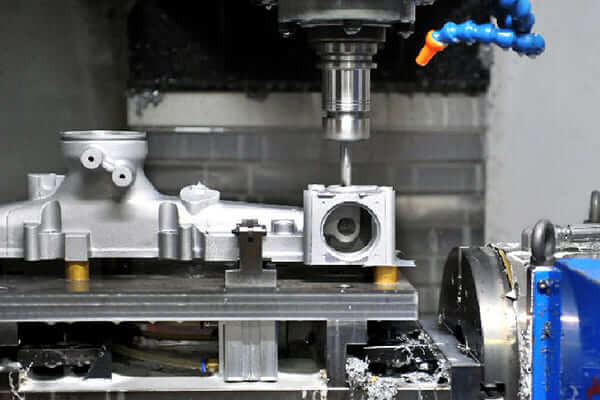
CNC加工铝
然而, 考虑因素包括:
- 合金成分: 一些合金 (例如, 那些硅含量高的人,例如A380) 可能是磨擦的,并引起快速的工具磨损. 特定的工具材料 (例如, 碳化物, PCD - 多晶钻石) 可能需要涂料.
- 切削工具: 具有适当耙子和间隙角的锋利工具对于防止构建边缘至关重要 (弓) 形成, 特别是柔软的合金.
- 切割液体: 润滑剂和冷却剂通常用于减少摩擦, 冷却工件和工具, 并冲走筹码.
- 芯片管理: 铝产生的时间很长, 一些合金中的碎屑, 需要良好的破碎策略.
- 常见的加工操作: 车削, 铣削, 钻探, 窃听, 磨削, 和无聊.
数控系统 (计算机数控) 加工 中心被广泛用于铝铸件的精确和可重复的加工.
3.3 表面处理
表面处理应用于铝铸件,以增强各种特性或提供所需的美学:
阳极氧化:
用于增加天然氧化物厚度的电解钝化过程.

阳极铝合金零件
粉末涂料:
干燥的精加工过程,在该过程中,色素和树脂的细颗粒静电充电并喷涂到接地铝部分.
然后将零件固化在烤箱中, 允许粉末流动并形成耐用的, 均匀的涂层.
液体绘画 (湿涂层):
应用液体油漆 (例如, 聚氨酯, 环氧树脂) 通过喷涂, 浸渍, 或刷牙, 其次是固化.
镀铬转化涂层 (例如, 阿洛丁, 虹膜):
形成薄的化学处理, 铝表面的保护性转化涂层.
镀镍:
沉积镍磷或镍 - - 波朗合金涂层的化学还原过程,而无需使用电流.
射击:
一个冷的工作过程,表面被小球媒体轰炸 (射击).
抛光和抛光:
机械过程以实现平滑, 用于美学目的的反射表面.
4. 铝铸件中的过程参数和质量控制
达到高质量的铝制铸件一致需要对众多过程参数和稳健的质量控制措施进行一致的控制.
4.1 关键过程参数
实现一致, 高质量的铝制铸件取决于对几个关键过程参数的细致控制:
温度控制:
- 意义: 熔化的精确管理, 浇注, 霉菌/死亡温度至关重要.
- 影响: 确保适当的金属流动性, 防止缺陷 (例如, 错误, 气孔隙度), 并影响铸件的最终微观结构和特性.
压力和速度 (主要用于铸造 & SSM):
- 意义: 在压力辅助过程中, 注入压力, 金属速度, 和模具夹具很关键.
- 影响: 控制完整的死亡填充, 复制细节, 铸造密度, 并预防闪光或被困空气等缺陷.
融化质量 & 治疗:
- 意义: 倒入之前熔融铝的状况至关重要.
- 影响: 适当的脱气 (去除有害氢), 磁通 (去除杂质/氧化物), 细化谷物 (用于改进的特性), 和修改 (对于特定的Al-Si合金) 对于生产具有所需机械特性的声音铸件至关重要.
模具/模具系统设计:
- 意义: 模具或死亡本身的设计, 包括金属进入方式, 空气逃脱, 收缩是补偿的.
- 影响: 有效的门控 (指导金属流), 排气 (允许空气/气体逸出), rization (在重力/沙子铸造中收缩), 和冷却频道设计 (在永久模具/模具中) 从根本上影响铸造完整性和预防缺陷.
在协同作用中控制这些参数对于成功的铝合金铸造至关重要.
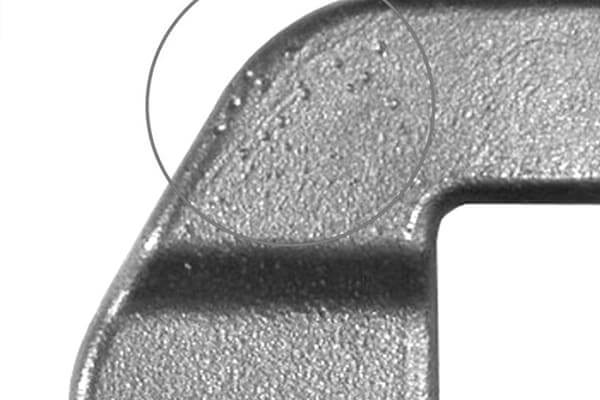
铝合金零件表面缺陷
4.2 缺陷分析和对策
了解常见的铸造缺陷, 他们的原因, 补救措施对于质量控制至关重要.
| 气孔率 |
小的, 由气体引起的球形空隙 |
熔体中的高氢含量, 动荡的填充, 通风不足, 模具/核心中的水分, 润滑剂问题 |
适当的脱气, 优化的门控/排气, 干燥模具/核心, 控制润滑剂应用, 降低浇注温度. |
| 收缩孔隙率 |
体积收缩的不规则空隙 |
凝固过程中的喂养不足, 不正确的立管设计/放置, 定向固化不当 |
优化立管设计, 使用寒意, 确保正确的门控, 控制浇注温度和冷却速率. |
| 误导/冷关 |
金属流的不完整填充/融合 |
低倒温临时, 缓慢填充, 薄部分, 门控/排气不佳, 流动性不足 |
增加倾倒温度, 优化门控以更快地填充, 确保足够的排气, 使用更多的液体合金, 预热模具. |
| 热眼泪 |
由于固化应力,高温下的裂纹 |
收缩受限, 高杂质水平, 模具/核心设计不当, 高倾倒温度 |
改善霉菌/芯可折叠性, 精炼晶粒尺寸, 控制合金组成, 降低倒入温度, 使用宽敞的鱼片. |
| 内含物 |
异物 (氧化物, 浮渣, 沙) 在铸造中 |
不良的熔体处理/清洁, 动荡的倾泻, 霉菌/核心侵蚀 |
适当的熔融通量/过滤, 倒入之前脱脂, 改善门控至陷阱夹杂物, 使用耐用的模具/核心材料. |
| 裂纹 (寒冷的) |
固化后的裂缝, 在冷却/处理过程中 |
高残余应力, 粗糙的处理, 热处理不当, 零件设计问题 (尖角) |
压力缓解退火, 小心处理, 优化零件设计 (鱼片), 控制冷却速率. |
| 维度缺陷 |
一部分是指定公差 |
图案/磨损或不准确, 收缩津贴不当, 霉菌失真, 不一致的过程参数 |
校准/维修工具, 验证收缩津贴, 确保霉菌稳定性, 保持一致的过程参数. |
| 表面缺陷 |
粗糙度, 水槽, 膨胀, 表面孔隙度 |
霉菌表面不良, 涂层不当, 湍流, 霉菌界面的气体演化 |
改善霉菌/模具表面饰面, 优化涂料应用, 确保层流流, 适当的排气. |
5. 铝合金铸造的典型应用
重量轻的独特组合, 力量, 耐腐蚀性能, 铸造性使铝合金铸件无处不在.
5.1 汽车零部件
这 汽车行业 是最大的铝铸件消费者, 受燃油效率和性能的需求驱动.
- 发动机组件: 气缸块, 气缸盖, 活塞, 进气歧管, 石油锅, 正时链盖. (主要是沙子, 重力, 和死亡).
- 传输组件: 外壳, 阀体, 离合器活塞. (主要是死亡铸造和重力铸造).
- 底盘和悬架零件: 控制臂, 指关节, 子框架, 悬架链接, 差分外壳. (经常重力, 低压, 或SSM铸造以提高完整性).
- 车轮: 合金轮通常是通过低压铸件或重力铸造制成的, 有时是伪造的.
- 其他: 交流发电机外壳, 起动器电动机外壳, 转向泵外壳, HVAC组件. (主要是铸造).

汽车零件的铝合金铸造
5.2 航天
节省重量至关重要 航空航天工业, 使铝合金成为主要选择.
- 结构成分: 机身组件, 翼, 肋骨, 翼, 机身框架. (经常进行复杂性投资, 或高融合砂/重力铸造).
- 发动机组件: 压缩机外壳, 涡轮机 (对于较低温度部分), 燃油系统组件, 变速箱外壳. (熔模铸造 很常见, 高性能零件).
- 航空电子住房: 需要轻重和EMI屏蔽的电子设备的外壳. (铸造或投资铸造).
- 液压和气动系统组件: 阀体, 泵外壳.
5.3 消费类电子产品
铝铸件可提供优质的感觉, 耐用性, 和电子设备的热量耗散.
- 套管和围墙: 笔记本电脑主体, 平板电脑壳, 智能手机框架, 台式计算机案例, 电视帧. (主要是为高容量和薄壁的铸造, 有时是thixomold的).
- 散热器: 用于冷却CPU, GPU, 和其他产生的成分. (经常铸造或挤压,然后加工).
- 内支架和坐骑: 设备内的结构元素.
- 音频设备: 扬声器框架, 高端音频组件底盘.

铸造电子设备的ADC12散热器
其他重要应用:
- 工业机械: 泵壳, 阀体, 汽车外壳, 齿轮, 机床组件.
- 照明灯具: 路灯的住房, 泛光灯, 建筑照明 (良好的散热).
- 电动工具: 演习的住房, 锯子, 研磨机.
- 医疗设备: 外壳, 诊断和治疗设备的结构组件.
- 炊具: 花盆, 锅 (良好的导热性).
- 户外家具和休闲设备: 由于耐腐蚀和重量轻.
6. 常见铝合金铸造过程的比较
选择正确的铸造过程对于项目成功至关重要.
该表总结了主要铝合金铸造方法的关键特征:
| 零件复杂性 |
中到高 |
高的 (特别是薄壁) |
非常高 (最复杂的) |
低至中等 |
高的 |
| 尺寸精度 |
低至中等 |
非常高 |
高到很高 |
中到高 |
非常高 |
| 表面处理 |
粗糙的 |
光滑至非常光滑 |
非常光滑 |
很好,光滑 |
非常光滑 |
| 模具成本 |
低的 |
非常高 |
中到高 |
缓和 |
高的 |
| 每部分成本 (体积) |
高的 (低卷), mod (与Vol) |
低的 (高卷) |
高的 |
缓和 (Med-High Vol) |
高的 |
| 生产率 |
低至中等 |
非常高 |
低的 |
缓和 |
高的 |
| 典型的壁厚 |
>3毫米 |
0.5毫米 - 10mm |
0.5mm - 75mm+ |
>2.5毫米 |
1毫米 - 20mm |
| 最大零件尺寸 |
很大 |
小到中等 |
小到中等 |
小到中等 |
小到中等 |
| 机械性能 |
公平 |
好的 (快速凉爽的细粒) |
好到好 |
好的 (比沙子更好) |
出色的 (低孔隙率) |
| 孔隙率水平 |
可能是一个问题 |
可以很高 (气体); 需要控制 |
低的 |
缓和 |
非常低 |
| 热处理? |
是的 |
有限的 (由于潜在的孔隙度) |
是的 |
是的 |
是的 (出色的) |
| 合金选择 |
宽的 |
特定的铸造合金 |
非常宽 |
宽的 |
特定合金 |
| 典型的生产量 |
低至中等 |
高到很高 |
低至中等 |
中到高 |
中到高 |
7. 铝合金铸造过程选择标准
选择最合适的铝合金铸造过程涉及对几个因素的仔细评估:
7.1 零件几何和复杂性
- 高度复杂, 复杂的设计,带有底切和细节: 投资铸造通常是最好的选择.
- 薄壁, 大量的复杂零件: 铸造卓越.
- 大的, 中等复杂的零件: 沙子铸造是合适的.
- 更简单的形状具有良好的维度控制: 重力铸造可能是有效的.
7.2 生产批量和成本预算
- 原型和非常低的体积: 砂模铸造 (低工具成本) 或潜在的投资铸造 (如果复杂性证明它是合理的). 增材制造 (3数码印刷) 对于图案甚至直接金属零件也是原型的一种选择.
- 中型体积: 重力铸造或投资铸造.
- 高到很高的卷: 铸造通常是每零件最具成本效益的, 尽管初始工具成本很高. SSM也可能对高效率的高性能零件具有竞争力.
- 总体预算: 考虑工具成本和每一分分的成本.
7.3 尺寸准确性和表面表面要求
- 最高精度和最平稳的饰面: 铸造, SSM, 投资投资通常可以提供最佳结果.
- 中等准确性和完成: 重力铸造.
- 较低的精度和更粗糙的效果 (需要加工津贴): 砂模铸造.
7.4 机械性能和组织结构要求
- 最高完整性, 最低孔隙度, 最适合热处理和苛刻的应用: SSM铸造, 其次是投资铸造和控制良好的重力/低压铸件.
- 良好的通用特性: 铸造 (快速冷却可提供细粒,但可能会导致气体孔隙率).
- 特定的合金强度要求, 耐腐蚀性能, ETC。: 确保所选的过程与所需的合金兼容并可以实现所需的微观结构. 例如, 如果T6热处理以最大强度至关重要, 易于高气孔的过程 (像一些高压铸造) 如果没有特殊真空帮助,可能不太合适.
7.5 交付周期 (交货时间)
- 工具和第一部分的最短交货时间: 砂铸造通常是最初样品的最快周转.
- 交货时间更长: 铸造和投资铸造涉及更复杂的工具和过程步骤, 导致最初的交货时间更长, 虽然每一部分的死亡铸件周期时间很快一次.
做出明智的决定通常涉及平衡这些因素.
在设计过程的早期与经验丰富的演员工程师或铸造厂进行咨询可以提供宝贵的见解,并帮助优化所选制造方法的零件设计 (制造性设计 - DFM).
8. 概括
铝合金铸造是一种至关重要且通用的制造技术, 实现轻巧的创建, 强的, 以及各种行业之间的复杂部分.
铝合金和独特的铸造方法的坚实掌握, 死, 投资, 重力, 和半固体金属 (SSM) 铸造 - 对工程师和设计师至关重要.
选择正确的过程需要平衡设计复杂性, 产量, 成本, 以及所需的性能特征,例如维度精度和机械强度.
此外, 后处理治疗和严格的质量控制对于实现最终规格和确保产品可靠性至关重要.
材料的持续发展, 铸造工艺, 自动化, 可持续性确保铝合金铸造的持久价值, 推动创新并支持未来更高效,更耐用的产品的开发.














发表回复